## Understanding Chemical-resistant Power Cables: How They Work
Chemical-resistant power cables are engineered to withstand harsh environments where exposure to chemicals, extreme temperatures, and mechanical stress is commonplace. These cables are essential in various industries, including chemical manufacturing, oil and gas, pharmaceuticals, and food processing. The key to their functionality lies in their advanced construction and materials, ensuring durability and reliability.
At the core of chemical-resistant power cables are several critical components. The most significant aspect is the insulation material. Unlike standard cables, which may use conventional PVC insulation, chemical-resistant cables often utilize specialized polymers like cross-linked polyethylene (XLPE) or polyvinylidene fluoride (PVDF). These materials offer superior resistance to various chemicals, oils, and solvents, ensuring that the cables can function effectively without degradation over time.
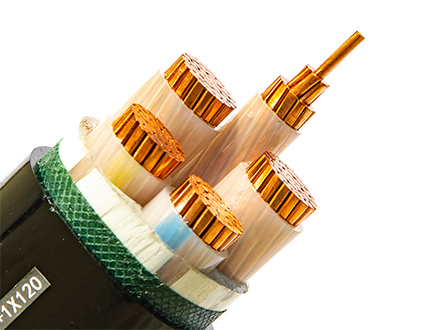
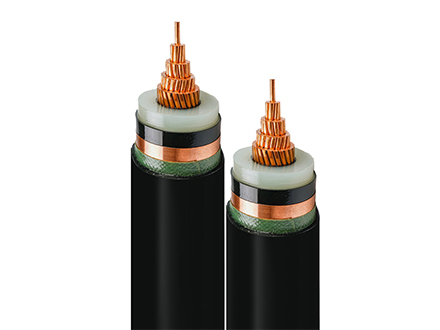
The cable construction typically includes multiple layers. The innermost layer is the conductor, usually made from copper or aluminum, which carries the electrical current. Surrounding this conductor is the insulation layer, designed to prevent leakage and protect against environmental factors. An outer protective jacket, often made from the same chemical-resistant materials as the insulation, provides additional shielding from external hazards like abrasion, moisture, and chemical spills.
Advanced technology plays a crucial role in the production of these cables, enhancing both efficiency and quality control. Automated manufacturing processes, such as extrusion and compounding, allow for precise control over the cable materials and dimensions. Cutting-edge testing facilities ensure that the cables can withstand the specified mechanical and environmental stresses before they leave the production line. Moreover, technologies such as 3D modeling and simulation allow engineers to predict how materials will behave in specific scenarios, leading to better product design.
Real-world applications of chemical-resistant power cables are abundant. For instance, in the oil and gas industry, these cables are used to connect drilling rigs and processing plants, where exposure to corrosive environments is constant. In the pharmaceutical sector, where cleanliness and safety are paramount, these cables support machinery that processes sensitive compounds and prevents contamination from cable wear.
In summary, chemical-resistant power cables are vital for industries facing corrosive and extreme conditions. Their specialized materials and advanced manufacturing technologies ensure their reliability and longevity, making them indispensable in modern manufacturing settings. For businesses looking to procure high-quality cables, reaching out to reputable suppliers can provide the necessary solutions. If you have questions or need assistance, please feel free to contact us for more information.



 Custom Low-voltage Power Cable Supplier
Custom Low-voltage Power Cable Supplier